This article is an extract from the Webinar that Sinovoltaics hosted together with 2 Degrees Kelvin. You can rewatch the webinar by clicking on the link below:

What is Upstream and Downstream?
Upstream quality testing includes tests within the factories before shipment. The various tests that can be performed after the shipment when the modules arrive on site are part of downstream testing. The two terms are pictorially illustrated in Figure 1.
 Figure 1: What is Upstream and Downstream
Figure 1: What is Upstream and Downstream
Upstream Risks
A list of common upstream risk areas is given in Figure 2. We will discuss this one by one in the next few paragraphs.
- OEM (Original Equipment Manufacturer) Selection
- BOM / Sources & Quality of Components
- Manufacturing Processes
- Embedded Defects
- Rapid Technology Advancements
- Factory Testing Validity
- Price Fluctuation
- Demand & Availability
- Logistics & Program Impact Risks
- Procurement Contracts & Legal Disputes
OEM Selection: The first and perhaps the most critical decision is the selection of the OEM. Make a wrong choice and you expose yourself and the project to a permanent headache and even a possible failure. Even if the OEM has the best of machinery a weak management team cannot guarantee a good quality of output and timely production.
Sources and Quality of Components: Good or bad quality gets built into the components used in the panels giving rise at later stages to faults whose causes may be far more difficult to isolate. The result is undue cost of repair and loss of revenue due to power inefficiency and downtime.
Manufacturing Process: Product quality is directly affected by the manufacturing process. One must go for state-of-the-art BUT well-tested manufacturing processes.
Sinovoltaics Upstream Inspections
As an example, a Sinovoltaic inspection team, when hired, is on-site at the factory from the beginning till the end.
- All processes within solar panel manufacturers are monitored.
- The team ensures that PME (Precision Measurement Equipment, eg, meters testers.) has been calibrated, and all the regular PV tests are being performed.
- And finally, there are pre-shipment solar panel inspections which include:
Visual Inspection
IV Measurement Testing and EL Testing (More on this later)
Bill of Materials (BOM) and Constructional Data Form (CDF) Check: It is important to verify that the manufacturer is sticking to the certified BOM and CDF and not using material combinations that have never been tested before. (Otherwise, the product is practically uncertified). Suppose the CDF of a specific 550-WATT module lists three types of glass and four types of the encapsulant. However, not all three types of glass can be used with all four types of sealants. The allowable combinations are also listed.
When diligent inspectors or auditors like our Sinovoltaics Team go on-site for solar panel testing and spot any raw materials that are not on the CDF, or that are not being used in the right combination, they literally stop production. Hence, CDF is checked before production starts.
Loading is also monitored to ensure safety practices and to prevent rejected or suspect items from being mixed.
Embedded Defects
Embedded defects can act like Achille’s heal and develop into full-fledged failures or undue downtime. Post-installation detection and rectification are very costly and therefore, upstream inspections must eliminate or minimize such defects.

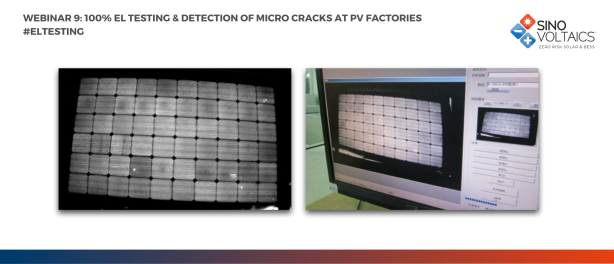
Electroluminescence Testing – Sinovoltaics SELMA
Electroluminescence imaging followed by an analysis reveals many defects in the modules. Sinovoltaics is, perhaps, the only solar QA inspection company who do 100 % EL analysis at least twice during upstream QA testing and inspections. It is done before lamination and then on the finished product.
The SELMA Advantage
EL images are reviewed by all production factories but mostly, manually. Manual reviews can fail to detect many defects leading to drastic results on the ultimate project. Sinovoltaics has developed a method to do a hundred percent EL reviews at the factory. We use our own software for this and call it Sinovoltaics EL Mass Analysis or SELMA, considered to be one of the most favorable upstream innovations. It is fast and can do 100% tests on 15 different parameters with up to 99% accuracy + up to 15 cell-inherent defect types. Data from qa tests indicates that an average of 19.3% of modules need repair. EL inspection before lamination means repair is easier and faster, e.g., changing the alignment of the strings, improving some soldering, or even replacing an entire cell if necessary. As a result of this, the module replacement rate at the factory goes down to 0.63% which is a huge saving.
Downstream Risks
Delivery Schedule Delays
The very first risk is a delay in delivery schedules. Delivery delays may be caused at the manufacturer site, which is part of upstream risks, shipping delays due to unforeseen situations like COVID or BREXIT.
Offloading Risks
If the container or the curtain side lorries from the ship to the site are badly jampacked, off-loading safely and quickly becomes a complex process. Damage may occur en route if proper packing mode and packing density or not adhered to.
On-site Distribution and Time in the Field
If different items are not physically loaded in the reverse order of the desired unloading order (which items are to be unloaded at location one on the site and which ones on number 2, etc.,) time will be wasted in offloading at the site. Further, the modules and pallets must not keep hanging around in the field for too long because of the risk of further damage or deterioration of packaging, et cetera.
Unpacking and Handling
Are there proper instruction manuals for unpacking and handling? Are the manuals clear and do they have sufficient detail? Is the packed inventory according to the packing list? Have the items incurred any visible damage during the various stages of transit?
Once unpacked, do we have safe temporary storage for the sensitive items to protect against rain, dust, wind, heat, and cold, or even against theft? If they are being stored are those easily retrievable on demand?
Installation Risks
Again, are the manuals readable and sufficiently applied detail? Are we using the write handling and placement equipment and tools? Are the parts physically examined for damage and functionally tested before installation? Are the installation procedures strictly adhered to?
Clamp Torquing
Minor things like the under-tightening of clamps can result in loose connections and intermittent faults. Intermittent faults are among the worst enemy of a maintenance engineer and make the system totally unreliable. Over-torquing can cause physical/electrical damage.
Invisible Damage
Invisible damage escapes the eye of the keenest inspector. It could have been caused at any stage before this moment. But it is the invisible enemy for detection of which special advanced inspection equipment and procedures are required.
Invisible Manufacturing Defects
Other than actual damage occurring after production, components and modules may carry invisible manufacturing defects. With the huge volumes of production to meet increasing demands, manufacturing defects become more probable. Indeed, the quality assurance company 2°K reports that a lot of such defects are being detected even in Tier 1 modules. If upstream testing has not been thorough and these defects have gone unnoticed, they will cause serious problems during operation. Therefore, downstream testing is necessary although removal of these defects onsite is far more costly than at the manufacturing site. That underlines the importance of upstream tests.
String Testing Results
Another important risk factor is the installation specifications of the site owner. Some owners do not want to go through proactive testing and rely mainly on string testing and IV curve testing. Although it is a very indicative source of information about the health of the modules there are limitations. For example, we cannot find out where the defect is, what it is, where it came from, and who's accountable for that defect. The approach may help in reducing the initial costs of a project, but it can have a disastrous effect on the commercial performance of the project if hidden minor faults develop into full-fledged failures or even reduced efficiency. So, there is quite a lot to think about.
 Figure 2: Downstream Risks
Figure 2: Downstream Risks
Popular Downstream Tests
Popular Downstream Tests include IV Curve, impedance spectroscopy (IS), electroluminescence (EL), photoluminescence (PL), and thermal imaging (TI), which can probe the electrical, optical, and thermal properties of solar cells.
Typical Downstream Test Equipment
Most onsite test equipment (post shipment and post installation) must be mobile or portable Accuracy of plus or minus 3% can be expected. The onsite testing company named 2°K has an EL and flash test machine MBJ-5-Max (Figure 4) which can handle modules between 100 to 150 modules per day of up to 2.6 meters and up to 800 watts.
 Figure 3: 2DK MBJ-5-Max
Figure 3: 2DK MBJ-5-Max
This capability is more than what is needed for the current solar plates but should meet future requirements for some time to come. Figure 5 shows another smaller but simpler machine for the same purpose.
 Figure 4: 2DK MBJ-2.0-STD
Figure 4: 2DK MBJ-2.0-STD
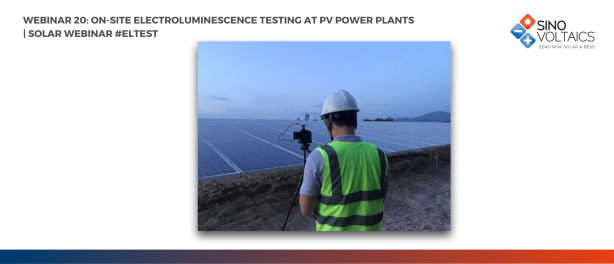
They also have a dark room method for electroluminescence testing only AEPVI CAMERA, FIXED GOALPOST FRAME SHIPPING CONTAINER (Figure 6) for 2.5 m lengths only, and an in-situ AEPVI camera fixed on a tripod for on-array testing at night only (Figure 7).
 Figure 5: Dark Room Method
Figure 5: Dark Room Method Figure 6: In Situ Method
Figure 6: In Situ Method
What is inspected at Downstream?
Activities in a downstream inspection are discussed in the following paragraphs.
Visual Inspection: The following are checked.
- Quality of the silicone seal.
- Junction box integrity.
- DC Connectors.
- Cable damage.
- Pallet and frame Damage- If pallet damage is observed then the pallet load is also checked.
Lab Tests - Connection continuity check
Diode function test - diode failures are quite rare in modern modules, say, below 1%.
 Figure: 7: Lab tests Downstream
Figure: 7: Lab tests Downstream
Electroluminescence tests - put in a current through the module and get it to a mid-light, and specialist cameras then pick up this image.
Flash test - Power Estimate
How Many Modules to Test?
ISO 2859-1 gives the guidelines for the selection of sample size (from the lot) for the desired AQL (Acceptable Quality Level). It is advisable to select a container or lorry load as the lot size because this individual load has been exposed to individual forces on routes and on the road. A typical number of PV modules (solar panels) within a single container is somewhere between 620 to 720 modules, which we look up as lot size in AQL Table 1. (Boxed red). For special inspection level 1 (or even 2), a code letter of ‘C’ is retrieved. In Table 2, we read against code letter C a figure of 5. So, for our assumed container size (700 modules) and special inspection level 1 (or even 2), we need to test just 5 modules picked out of the lot. If a pallet contains five modules, then one pallet load would do a container. However, more cautious customers will go beyond this minimum acceptance level and may specify a greater number of modules per container of the same size. For example, going for S-3 level, from Table 1 we retrieve the letter E for this container size. From Table 2 we see that letter E specifies 13 pieces to be tested. Now how many faulty pieces can be accepted out of the sample, is the understanding between the buyer and the seller.
 Table 1: Sample Size Code Letters
Table 1: Sample Size Code Letters Table 2: Single Sampling Plans for Normal Inspection
Table 2: Single Sampling Plans for Normal Inspection
Preparing For Onsite Testing
Onsite operations must bear with changes in weather. The test zone needs to be provided with a temporary shelter, maybe, a canopy about 20 m by 20 m.in a level, clean, hard area normally Heras-fenced off with suitable signage.
 Figure 8: Preparing for Onsite Testing
Figure 8: Preparing for Onsite Testing
Sample Marking
Samples selected for quality testing should each be marked with a reference and the source for traceability.
Other Support Required
Please see Figure 9.
1. A source of sufficient electrical power
2. A telehandler/Bobcat (Opened pallet security & pallet movements in and out of the test zone)
3. High-tensile grade Banding Equipment (re-band open pallets)
4. Dedicated Module Handling Team (2 or 4 depending on volume)
Defects Found in Post-Installation Testing
Defects found in post-installation systems are typically broken down into mechanical and manufacturing-related defects. They are few but in a large variety.
Cell Fractures: Figure 10 shows an extreme case of cell fractures but still it is not noticeable without electroluminescence as the module looks quite smooth and glass is still intact. It is a case of installation damage clearly indicating mishandling and poor installation practice.
 Figure 9: Cell Damage
Figure 9: Cell Damage
X and V cracks: Figure 11 shows a very fine x-crack although the picture is not very clear. X and V cracks are found quite often, particularly with more modern split cell and high-volume busbar design modules.
 Figure 10: X and V Cracks
Figure 10: X and V Cracks
Shattered Glass: There are quite frequent cases of shattered glass (Figure 12), particularly in glass-glass technology. Probably half of the damage is due to the offloading methodology with the fork truck applying a mechanical load on the junction boxes due to their location on the outside of the pallet. Generally, the damage is more often on the rear side.
 Figure 11: Shattered Glass
Figure 11: Shattered Glass
As a simple fix, one can put some wooden blocks across so that the frame takes the load, and we avoid any point impact.
Poor silicone Work: Poor silicone application is seen quite often where silicon is heavily applied.
Improper Fitting of Junction Boxes: Junction boxes are found improperly fitted. Plastic caps on the junction boxes are frequently found missing and this contributes to reduced power output significantly.
Manufacturing Defects
In the last two years, UK products found when testing solar panels have been showing far more manufacturing defects (Figure 13) compared with mechanical damage. These are based on either the cell or the module manufacturing process itself. There are a lot of grid-finger interruptions. There are striation rings, which is a new phenomenon related to over-oxidization of the ingot. There are also soldering issues, connection issues, chain patterning, and lots of different things like weird watermarks. All these relate to either the bill of materials or the assembly and formation of the modules.
 Figure 12: Silicone work and junction box fitting
Figure 12: Silicone work and junction box fitting Figure 13: Some common manufacturing faults
Figure 13: Some common manufacturing faults
Striation Rings- A Case Study
Approximately 1200 modules from a tier one top 10 international module supplier were reportedly tested with electroluminescence and flash and split into two power classes 560w and 565w. While 65% of modules in the lower power gave less than the nameplate power, only 4% of the higher power modules were under name-plate power. NONE of the modules of both power classes (full sample) exceeded the OEM acceptance threshold (14 cells per module, all with a 30% grey scale or worse) of their own EL criteria. An indicator of production quality? Investigations revealed that it was a very high rejection threshold set by the OEM.
Impact on Power
The average Power for the 4W class was found to be 0.7% below rating. Annual production for that power class alone was expected at 122,000kW/h. Now at a rate of 0.35p/kW/h, this amounts to £42,700/year or £1.7M over 40 years!
The OEM stood up to the contract very honorably and replaced that entire batch. There was an impact on the project schedule. Obviously, all the rejected modules needed to be quarantined before the new ones came in. Again, the replacement modules also had to be tested to avoid the same or other defects. So, there were some delays, but valuable information ensured that the project remained financially viable, and the OEM got a chance to improve its quality criteria.
Advantages Of On-Site Module Testing
1. Helps to avoid installing damaged or defective modules in your newly built asset.
2. Ensures that your chosen module manufacturers supply a quality product that meets or exceeds their guarantees & warranties.
3. Check that new module designs, configurations, and material arrangements are not infested with inherent, previously undetected defects or issues.
4. To verify that upstream testing has not missed anything (which it often does).
5. Avoid minor defects evolving into performance losses and longevity issues later in the asset’s life.
6. Ensure adherence to best industry quality management practices to protect investment and add value to assets if sold at a later stage.
Inspection Quality Guarantee Sinovoltaics First!

Inspection companies are often asked, “We will pay you for the inspection. Can you guarantee that all faults will be detected?”.
The reality is inspection companies typically do not take liquidated damages in projects. They do not really take liability. Of course, they're liable if they commit fraud or things like this. But typically, the real risk is with the EPC (Energy Performance Certificate), with the factory that provides a warranty, and eventually, of course, with the project owners. The inspection companies typically do not carry any liability. However, Sinovoltaics has changed that. Their quality guarantee is a liquidated damages cover. And their guarantee is backed up by Munich Re, the largest insurer in the world. Sinovoltaics are the first, and probably the only ones to offer this at this time. That is because they are confident in their inspection procedures, especially because of SELMA.
If a client has an issue in the field in the first three years, and this leads to a warranty claim, he can immediately claim liquidated damages with Sinovoltaics. These funds can be used for all the costs that the factory doesn't cover. When you have a warranty claim, a factory will replace the modules, but they will typically not cover, for instance, the disassembly of the modules the reinstallation the logistics, or third-party inspection testing.
Roof-top Testing
Because of the dense layout, only tripod systems can perform some limited checks. However, high-volume electrical luminescence by drone is being experimented with by APVI. Again, whether the roof-top owner or the neighbors permit it is a concern.
Conclusion
Both upstream and downstream solar inspections by professionals are a cost-effective strategy that can make the difference between a failed and a flourishing ROI of the solar project. Sinovoltaics upstream inspection is the first-of-its-kind PV test solution.
A solar quality assurance plan includes the following tests:
Visual Inspection
IV Testing
Bill of Materials (BOM) and Constructional Data Form (CDF) Check
Electroluminescence testing