
The following article is an extract of our recent webinar on ‘PV Cable Quality Risk Management'. If you like to watch the full Webinar, watch the recording here.

The webinar ‘PV Cable Quality Risk Management’ is a focused talk on the quality risk assessment of an important Balance of system component (BOS) of a Solar PV plant namely the Solar Cables.
Generally, there are two types of cables that are used for solar installations: DC and AC cables. The focus of this article is DC solar cables. It is the solar photovoltaic DC cables, think of the mc4 solar to 8mm adapter cable, that help in driving the whole chain process of the wiring solar system.
For most solar projects, the cables are laid outside. They are exposed to temperature and humidity fluctuations. Despite harsh weather conditions solar cables are expected to last the entire duration of the PV plant, which is nowadays 30+ years.
To ensure a reliable electricity supply with minimum energy loss in energy output, it is important to choose high-quality solar cables to ensure optimum performance during the long lifecycle of the solar PV plant.
Solar PV Cable Quality Risk Management involves verifying their structural design, and compliance of constituent materials by analyzing their responses to various stress factors as well as inspecting and testing their installation processes according to their specifications and applicable standards. Since cable volume in PV projects is high, it is essential to use high-quality cables with maximum performance and make sure they comply with technical standards. In this context, a good quality risk assessment program for cables comprises two important steps:
- Impose stringent design criteria to assess different types of stress tolerances
- Performance tests during mass production to ensure that cables shipped consistently meet all quality standards
These two steps are explained in more detail below:
1. Solar Cable Design Criteria
Solar PV projects involve miles of cables subjected to extremely harsh operating conditions. It is therefore critical to use high-quality cables that do not harm the costly solar assets, nor endanger human life. With 30 + years of life span in mind for a solar PV project, cables must be designed to have:
1) Good Ultraviolet (UV) radiation resistance
2) Be able to withstand high-temperature variations that can cause thermal aging
A key determinant in long cable life is the temperature to which insulation is subjected to over their lifetime. In this context, Arrhenius law is often used to predict the life span of solar cables. An adopted rule of thumb is that the thermal aging rate doubles for every 10°C increase in temperature.
3) Be able to withstand harmful atmospheric pollutants
4) Be able to endure mechanical stresses such as compression, bending, and tension
5) Be able to endure biological stress such as from rodents and fungi
6) Be able to withstand waterlogging and heavy rains without causing any damages
2. PV Cable Quality Standards and Certification: all you should know about Quality and Performance Testing
Solar cables of varied sizes and construction designs are available to meet the design requirements of solar PV systems. Currently, there are many regional and international standards and specifications that outline the performance requirements for solar cables. Two such important global standards are the European standards EN 5/6 and UL 7/3 from Underwriters Laboratories (UL) in the USA.
- PV Cable –Quality Control and Performance Evaluation Tests
Any failure or replacement of solar cable will decrease the overall project efficiency and revenue. It is therefore important to evaluate the quality of cables before installation. This is achieved by conducting a series of workmanship and performance stress tests, to ensure their successful functionality over their intended life span. Common mass production quality tests that are part of Sinovoltaics’ cable quality scope of work are:
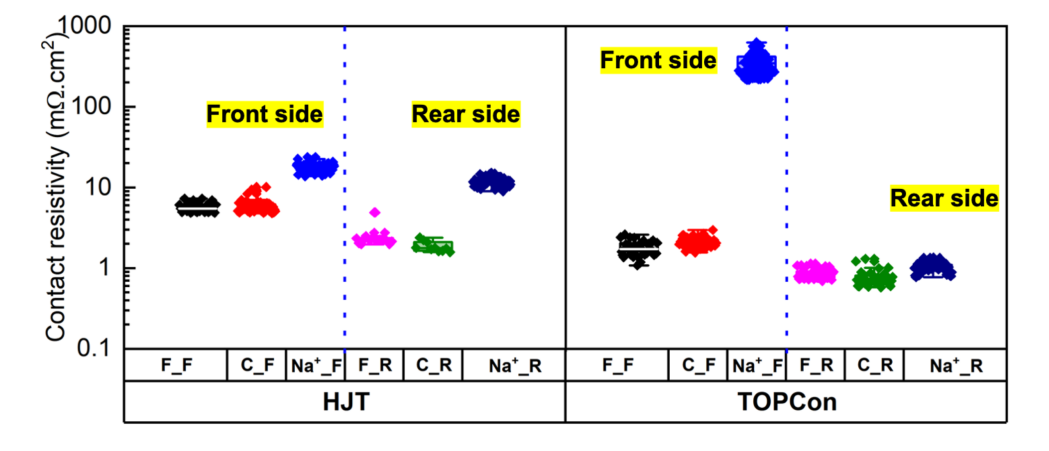
1) Conductor resistance test: important test to check the conductor material and ascertain that the electrical resistance is within limits
2) Tensile strength test: this test aims at ensuring sufficient tensile strength of cables to avoid breakage of insulation, sheath, and jacket
3) Insulation layer thickness compliance: verification of the compliance of insulation material thickness in accordance with design requirements. The objective is to ensure that the insulation of the conductors is solid
4) Weather resistance and dielectric strength test: good dielectric resistive strength ensures good electric characteristics of the cable
- Common Quality Defects at the Factory
Over the years, Sinovoltaics has performed numerous pv test quality inspections on-site at various solar cable factories. Following quality defects are among the most common found by our team:
1) Damaged cable jacket (for example swelling or cracking due to high temperatures)
2) Excessive conductor resistance
3) Poor tensile strength
4) Non-conformity of insulation layer thickness
5) Incomplete, non-readable, or wrong markings on cable jacket
PV Cable Quality –Key Factors
A well-run cable quality control program improves the adherence to quality control standards and the quality of a solar project and reduces rework costs. In the case of solar cable production, there are many key aspects that influence the quality of DC cables.
Key QUALITY factors in Cables
1) Copper and Copper processing in the factory - It is important to use high-quality copper
2) Plastic Compounds – In-house manufacturing provides better quality
3) E beam radiation crosslink- Crosslinking is adopted to improve elasticity and flexibility of a material. Crosslinks are formed on polymer chains, which ensures resistance to melting and flow. Crosslinking of polymer coating material enhances the ability of cables to withstand exposure to and harm from rains and waterlogging. Two types of crosslinking methods are used –E beam radiation and chemical crosslinking. E beam crosslink has a major advantage: it doesn’t leave any residual chemical contaminants
4) Machinery Depreciation
5) Research and Development
6) Certification and Standards
7) Logistics and Infrastructure
8) QA controls
9) After Sales Service
Aside from these factors, below we will dive a bit deeper into the three key ones highlighted in bold, namely: Plastic compounds, E beam crosslink, and Certification/Standards as key quality factors.
In-house manufacture of plastic compounds-cross-linked polymers:
At Sinovoltaics we put a strong emphasis on in-house manufacturing of cable components. This approach provides more control over our production processes, quality control, and intellectual property rights. On the other hand, outsourcing to a commercial vendor may result in limited control over production processes, leading to the potential risk of compromises in quality.
Quoting Jan Mastny from Studer Cables: “When it comes to manufacturing of plastic compounds in cables, we believe it gives us a stronger hold on establishing QA standards compared to getting it done from a commercial vendor. We have a long-standing expertise in the manufacturing of HFFR compounds (Halogen free flame retardant). We have state of art facilities for material development with in-house laboratories to conduct thermal endurance tests as well as mechanical and chemical tests to ensure the expected performance of cables for 25 years”.
Electron Beam Crosslinking
It is a new technology that is preferred over the conventional chemical crosslink technology. A big downside of chemical crosslink technology is that it uses chemical additives, which stay embedded for long periods. This keeps the crosslink intact, thereby causing cracks and loss of elasticity. It is recommended to use E beam cross-linked solar cables, which are made up of special polymers, which are made cross-linkable by using electron beam technology.
E Beam Crosslink versus Chemical Crosslink method
E beam crosslinking and chemical crosslinking are the most common. The raw materials used for the e beam method do not require reactive materials unlike those applied in chemical crosslinking which need additives and can therefore lead to thermal stress in the cable.
In a nutshell, e-beam cross-linked cables have:
- Improved weather resistance
- Good resistance against cracking
- Improved mechanical properties in elevated temperature conditions and better aging resistance
Certification and Standards
Technical specifications and standards are essential for ensuring the reliability, safety, and quality of PV cables. Globally there are several recognized standards for DC cables, such as UL 1741, IEC 61215.
Generally, established quality standards are:
- a global compromise
- best practices created by global experts
- a formula that describes the best way of doing something, an aid towards working efficiently and reducing product failures
Developing an internationally accepted standard takes 6-12 years.
Are the current PV cable standards all-encompassing in nature?
Most available universal quality PV cable standards restrict specifications to conventional ground-mount PV installations. However, solar plants have over time evolved to include PV systems in different environments and settings, such as floating structures in water. As the name suggests, these are PV systems floating on water bodies like lakes and ponds. It is important to note that standards applicable to ground-mount PV installations do not apply to floating solar PV plants, which require additional standards for their holistic functioning. For example, conventional PV plants are commonly guided by technical specifications for their protection against humidity, wind velocity, UV light, and temperature fluctuations. However, floating PV plants are additionally impacted by enormous dynamic loads like buoyancy and exposure to water flow, and long periods of exposure to moisture. It is therefore recommended that extended stress testing is conducted and technical standards are followed to ascertain the quality performance and safety of floating PV systems.
Lack of proper QC in Floating PV Plants
Improper QC with regards to floating PV plants can bring in a lot of problems, such as:
1) Discoloration of solar cables due to heat stemming from high resistance inside the cables
2) If cable protection doesn’t work well, water can enter inside and damage the cables
3) Marine life can damage cables (floating PV case)
4) Moisture can penetrate cables, reach inverters, and trigger corrosion of equipment